


The sugar industry presents one of the most demanding fluid transfer challenges in food processing: the handling of molasses. As the final by-product of sugar crystallization, molasses exhibits extreme viscosity, abrasive characteristics, non-Newtonian flow behavior, and temperature-dependent properties that render conventional pumping technologies ineffective. This comprehensive article examines Depamu's twin-Screw Pump technology as an optimal solution for molasses transfer in sugar mills and refineries. We explore the fundamental principles of Twin-Screw Pumping, the specific challenges posed by molasses at various stages of sugar production, the technical specifications that differentiate Depamu pumps from competing technologies, and the operational benefits that translate directly to improved efficiency, reduced downtime, and lower total cost of ownership. Drawing on engineering data and application-specific design features, this analysis demonstrates why Depamu has emerged as a leading solution provider for high-viscosity, low-shear pumping applications in the global sugar industry.
1. Introduction
The global sugar industry processes approximately 1.8 billion tons of sugarcane and sugar beets annually, producing over 180 million tons of sugar. Yet for every ton of sugar produced, approximately one-third of a ton of molasses is generated as a co-product. This viscous, dark-colored syrup represents both a valuable commodity—used in animal feed, ethanol production, yeast manufacturing, and industrial fermentation—and a significant handling challenge for processing facilities worldwide.
Molasses transfer has historically been plagued by equipment failures, excessive energy consumption, and costly downtime. Traditional pumping technologies—including gear pumps, lobe pumps, and progressive cavity pumps—frequently struggle to maintain consistent flow rates as viscosity fluctuates with temperature variations. Seal failures, cavitation, and excessive shear that alters product characteristics remain persistent industry pain points.
Depamu (Hangzhou) Pumps Technology Co., Ltd. has developed a specialized line of twin-screw pumps explicitly engineered for high-viscosity, low-shear applications, with particular emphasis on molasses handling in sugar mills and refineries . Drawing on German engineering principles and API 676 standards, Depamu's screw pump technology addresses the unique rheological challenges presented by molasses at various stages of production, from raw juice to final blackstrap molasses.

This article provides a detailed technical examination of Depamu's screw pump solutions for sugar industry applications, offering engineers, plant operators, and procurement professionals a comprehensive understanding of the technology's capabilities, selection criteria, and operational advantages.
2. Understanding Molasses: A Complex Fluid
2.1 Composition and Rheological Properties
Molasses is far more than simply "thick sugar syrup." Its complex composition varies significantly depending on the source material (sugarcane versus sugar beets), the extraction stage (first, second, or final molasses), and processing conditions. Understanding these properties is essential for proper pump selection.
Typical composition of final (blackstrap) molasses:
-
Sucrose: 30-40%
-
Reducing sugars (glucose, fructose): 15-25%
-
Ash/mineral content: 8-12%
-
Organic non-sugars: 5-10%
-
Water: 20-25%
-
Other compounds: organic acids, betaine, vitamins
The viscosity of molasses is highly temperature-dependent and non-Newtonian. At standard ambient temperatures (20°C/68°F), blackstrap molasses exhibits viscosities ranging from 5,000 to 20,000 centipoise (cP). At lower temperatures—common during winter months or in unheated storage areas—viscosity can exceed 100,000 cP, behaving more like a semi-solid than a pumpable liquid.
Viscosity-Temperature Relationship for Blackstrap Molasses:
| Temperature (°C) | Temperature (°F) | Approximate Viscosity (cP) |
|---|---|---|
| 10 | 50 | 50,000 - 100,000 |
| 20 | 68 | 10,000 - 20,000 |
| 30 | 86 | 3,000 - 5,000 |
| 40 | 104 | 1,500 - 2,500 |
| 50 | 122 | 800 - 1,200 |
| 60 | 140 | 400 - 600 |
2.2 The Challenges Molasses Poses to Pumping Equipment
Extreme Viscosity: At ambient temperatures, molasses resists flow so strongly that it can starve conventional pumps, cause excessive internal slip, or simply stall the pumping mechanism entirely.
Non-Newtonian Behavior: Molasses exhibits shear-thinning characteristics—its apparent viscosity decreases as shear rate increases. This complicates pump sizing and performance prediction, as the fluid's behavior changes dramatically between startup (static conditions) and normal operation.
Abrasiveness: The ash and crystalline content in molasses (calcium, magnesium, potassium salts, and residual sugar crystals) creates abrasive wear on pump internals. Soft metals, standard elastomers, and insufficiently hardened rotors degrade rapidly.
Temperature Sensitivity: While heating reduces viscosity and improves flowability, excessive heat can:
-
Darken the product (reducing its market value)
-
Promote caramelization
-
Accelerate chemical reactions that degrade sugar quality
-
Damage seals and elastomers
Corrosiveness: The acidic nature of molasses (pH 4.5-5.5) and its high mineral content corrode standard pump materials, requiring specialized metallurgy and seal materials.
Vapor Pressure and Cavitation Risk: Molasses has a very low vapor pressure, but entrained air and gases (from fermentation or aeration during handling) can create cavitation conditions that damage pump internals.
2.3 Application Points in Sugar Production
Understanding where molasses pumping occurs helps contextualize the specific demands placed on pumps:
1. Intermediate Juice Transfer (Low-to-Medium Viscosity): After initial extraction and before crystallization, the juice has lower viscosity but high solids content and abrasiveness.
2. Massecuite Handling (Very High Viscosity): The mixture of sugar crystals and mother liquor during crystallization—not strictly molasses but similarly challenging.
3. Final Molasses Transfer (Extreme Viscosity): After final crystallization, blackstrap molasses is pumped to storage tanks, often over long distances.
4. Molasses Storage and Loading: Transfer from storage tanks to tanker trucks, rail cars, or barges for shipment to customers (ethanol plants, animal feed manufacturers, etc.).
5. Diluted Molasses Systems: Some facilities dilute molasses for easier handling, requiring pumps capable of handling a wide viscosity range as concentration varies.
3. Screw Pump Technology: Fundamentals and Principles
3.1 Historical Development of Screw Pumps
The screw pump principle dates back to Archimedes (c. 250 BC), but the modern twin-screw pump for industrial fluid transfer emerged from European engineering in the early 20th century. The fundamental insight was that intermeshing screw rotors could create progressive cavities that move fluid axially without pulsation, providing smooth, continuous flow ideal for viscous fluids.
3.2 Operating Principle of Twin-Screw Pumps
Depamu's twin-screw pumps operate on a elegantly simple principle:
Two opposed screw rotors (one right-hand thread, one left-hand thread) rotate synchronously within a tightly toleranced housing. The screws intermesh without contacting one another, maintained by timing gears external to the pumping chamber. As the screws rotate, fluid enters the suction port and fills the cavities between the screw threads. The rotation progressively carries this fluid along the axis of the screws toward the discharge port.
Key design features of Depamu twin-screw pumps:
Non-Contacting Rotors: Unlike gear pumps where rotor teeth physically contact, Depamu's screws are designed with a microscopic clearance. Timing gears on each shaft maintain precise synchronization, eliminating metal-to-metal contact within the pumped fluid. This is critical for molasses, as contact would generate heat (altering product properties) and create wear particles (contaminating food-grade product).
Axial Flow Path: Fluid moves straight through the pump rather than being forced around corners or through tight clearances. This reduces shear stress on the fluid—essential for maintaining molasses quality and preventing the breakdown of sugar molecules.
Self-Priming Capability: Twin-screw pumps are inherently self-priming, capable of drawing fluid from below pump level and handling entrained air or gas slugs. This is valuable when emptying molasses tanks or when storage tanks are located below grade.
Pulsation-Free Flow: The continuous meshing of screw threads produces steady, non-pulsating flow. Pulsation is destructive in molasses systems, generating pressure spikes that can rupture pipes, damage instrumentation, and create uneven heating in heat exchangers.
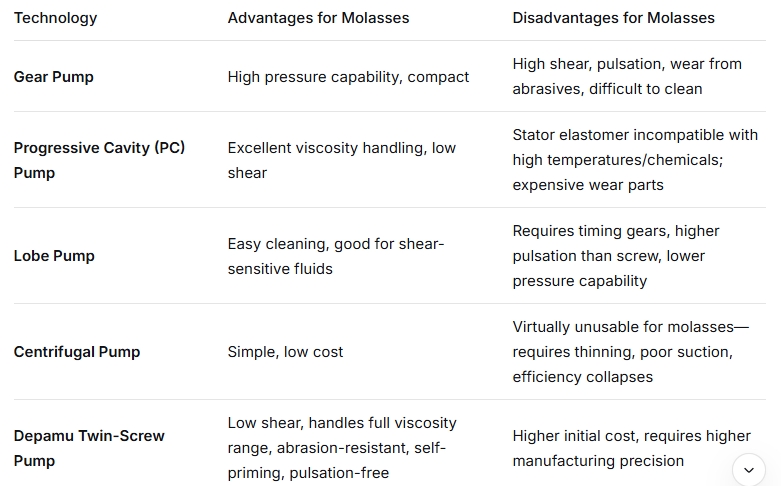
3.3 Comparison with Alternative Pump Technologies
To appreciate Depamu's approach, it is useful to compare twin-screw technology with alternatives commonly used (or misused) for molasses:
3.4 API 676 Compliance and Engineering Standards
Depamu's screw pump designs conform to API 676 (American Petroleum Institute Standard for Rotary Positive Displacement Pumps), a rigorous standard typically applied to oil and gas applications but equally relevant for demanding industrial fluid transfer. Key API 676 requirements that benefit molasses applications include:
-
Heavy-duty bearing housings designed for continuous operation
-
High-pressure mechanical seals suitable for viscous, abrasive fluids
-
Conservative stress margins on all wetted components
-
Flanged connections (no threaded ports that can leak under thermal cycling)
-
Standardized baseplates and coupling designs for easy serviceability
4. Depamu's Specific Screw Pump Solutions for Molasses
4.1 The XS Series: Engineered for High Viscosity, Low Shear
Depamu's flagship offering for molasses applications is the XS Series High Viscosity Low Shear Sanitary High Performance Twin Screw Pump . This series incorporates design features specifically selected for sugar industry requirements:
1. Optimized Screw Profiles
The XS series uses advanced screw geometry developed through computational fluid dynamics (CFD) analysis specifically for non-Newtonian fluids. The progressive cavity profile maintains consistent volumetric efficiency even as molasses viscosity varies by orders of magnitude from cold startup to normal operating temperature.
2. Sanitary Construction
Food-grade applications require pumps that can be cleaned and inspected. The XS series features:
-
316L stainless steel wetted components (standard; higher alloys available for extreme corrosion)
-
Electropolished fluid contact surfaces (Ra < 0.8μm) preventing bacterial adhesion and sugar crystallization sites
-
Easy disassembly design with no special tools required for inspection
-
FDA-compliant elastomers (FKM, EPDM, or FFKM depending on temperature and chemical compatibility)
3. Heavy-Duty Bearing Selection
While many pump manufacturers use bearings adequate for water-like fluids, Depamu's designs anticipate continuous high-viscosity service. Oversized angular contact ball bearings or tapered roller bearings are specified to handle the radial loads generated by high differential pressure across viscous fluid.
4. Advanced Mechanical Seals
Seal failure is the leading cause of pump downtime in molasses service. Depamu addresses this with:
-
Single or double cartridge mechanical seals (factory-assembled, reducing installation errors)
-
Hard-faced seal faces (tungsten carbide or silicon carbide) to resist abrasion from crystalline content
-
Quenched seal designs allowing barrier fluid circulation that cools the seal face and prevents molasses from drying on atmospheric side
5. Heating Jackets (Optional)
For facilities that prefer to pump molasses at elevated temperatures, Depamu offers full or partial heating jackets. Steam, hot water, or electric tracing can be integrated into the pump casing, allowing controlled temperature maintenance without hot spots that could caramelize product.
4.2 Progressive Cavity Single Screw Options
While twin-screw technology is Depamu's premium offering, the company also manufactures progressive cavity (single screw) pumps suitable for certain molasses applications . These are typically specified for:
-
Lower flow rate requirements (under 50 m³/h)
-
Applications where the fluid has lower abrasiveness (first molasses rather than final)
-
Facilities with established PC pump maintenance programs
The PC pump design uses a single helical rotor rotating within a resilient stator. While effective, users must carefully monitor stator wear when pumping abrasive molasses—stator replacement is a routine maintenance expense that can be avoided with twin-screw technology in many cases.
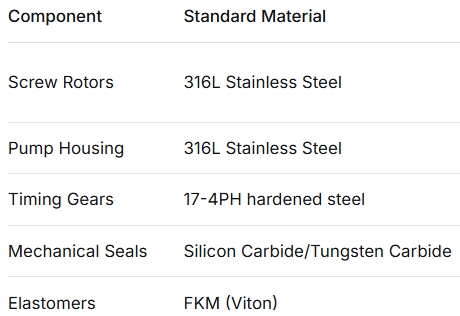
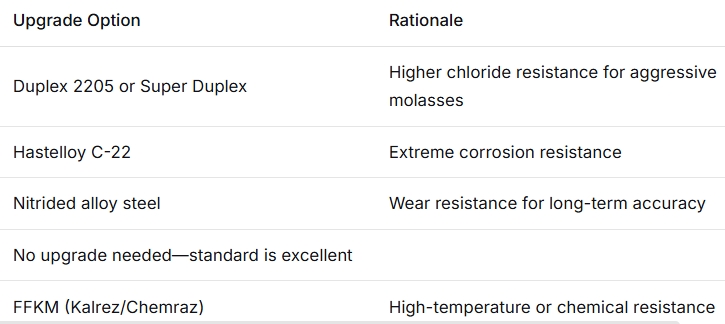
4.3 Materials of Construction
Depamu offers multiple material grades for different molasses compositions:
5. Operational Benefits in Sugar Industry Applications
5.1 Energy Efficiency
Pumping viscous fluids is inherently energy-intensive, but pump selection dramatically affects power consumption. Depamu twin-screw pumps demonstrate superior efficiency compared to alternatives:
Why screw pumps are more efficient with viscous fluids:
-
Slip reduction: At high viscosities, internal leakage (slip) is minimal, allowing the pump to operate closer to its theoretical displacement
-
Laminar flow regime: The smooth, continuous flow path minimizes turbulent losses
-
Viscous power law advantage: A screw pump's power requirement increases roughly linearly with viscosity, while other positive displacement designs show exponential increases
Field data example (sugar mill in Thailand): Converting from gear pumps to Depamu twin-screw pumps for final molasses transfer reduced energy consumption by 18% while increasing flow consistency. The payback period, including installation costs, was 11 months based on electricity savings alone.
5.2 Low Shear Preservation of Product Quality
Shear—the mechanical force that stretches and breaks fluid molecules—has measurable effects on molasses quality:
Negative effects of excessive shear:
-
Increases free sugar breakdown products
-
Darkens color (reducing value for certain applications)
-
Alters rheological properties unpredictably
-
Can trigger foaming, entraining air that degrades storage stability